
Exploring the versatility of 100 L reactors
At H.S. Martin, our 100 L reactors are meticulously designed to meet the demands of various scientific projects. Our 100 L reactors can be manufactured to meet your exact specifications, ensuring optimal performance and reliability.
Product description and specifications
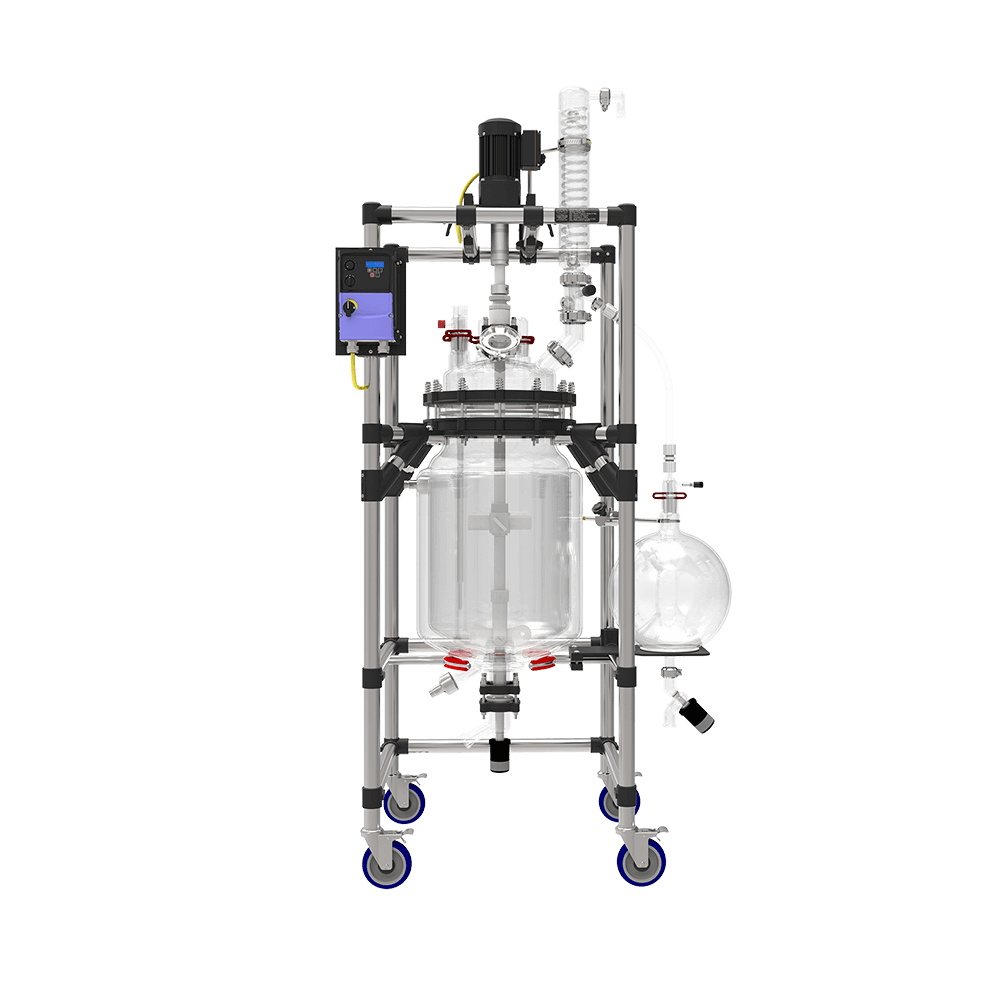
Crafted from premium high borosilicate glass, our 100 L reactors are engineered to withstand rigorous conditions, making them ideal for a wide range of reactions or applications. Equipped with a jacketed design and a built-in condenser, these reactors offer precise temperature control and maintain a vacuum environment essential for delicate chemical processes. The reactor vessel is outfitted with flange ports, facilitating easy access and efficient operation. Whether it’s controlled pressure or constant temperature requirements, our 100 L reactors deliver unparalleled performance and versatility.
What are 100 L reactors used for?
100 L reactors find extensive applications in various scientific fields, including pharmaceuticals, biotechnology, and chemical research. These reactors are indispensable for conducting large-scale reactions, process optimization, and product development. From organic synthesis to polymerization, our reactors offer the perfect platform for advancing scientific discovery and innovation.
Types of 100 L reactors
Our 100 L reactors includes various configurations to suit a multitude of requirements. Whether you need a reactor for vacuum or atmospheric environments, or specialized processes, we have the perfect solution for you. Some common types of 50L reactors in our lineup include:
- Jacketed glass reactors with flange ports for easy customization
- Vacuum jacketed glass reactors for precise control over reaction conditions
- Process reactors with built-in condensers for efficient solvent recovery
- Reactors with controlled temperature systems for precise thermal management
- Air-reactive materials reactors with inert atmosphere capabilities for handling sensitive compounds
Features of 100 L reactors
Our 100 L reactors are equipped with a host of features aimed at enhancing efficiency and productivity. From electric motor-driven stirrers for precise agitation to PTFE-coated components for chemical resistance, every aspect of our reactors is meticulously crafted to meet the highest standards. With options for wide temperature ranges, controlled rates of heating and cooling, and integrated support for related products, our reactors provide unmatched versatility and performance.
Looking for the right reactor for your needs?
Choosing the right reactor can be a daunting task, but with H.S. Martin, it doesn’t have to be. Our team of experts is here to assist you every step of the way, providing personalized guidance and support to ensure that you make an informed decision. Whether you require assistance with product selection, customization, or technical support, we’re dedicated to helping you find the perfect solution for your specific needs.
Contact us today to explore our range of 100 L reactors and discover how H.S. Martin can empower your scientific projects. With our commitment to quality, innovation, and customer satisfaction, we’re your trusted partner in scientific glassware and engineered systems.


